
Промышленный и кустарный метод анодирования алюминия
Анодирование алюминия (анодное оксидирование) – это процесс, в результате которого на поверхности металла образуется оксидное покрытие. Основная задача оксидного покрытия – защитить поверхность алюминия от окисления, возникающего из-за взаимодействия этого металла с воздухом. Анодирование призвано не уничтожать пленку, образовавшуюся при окислении (она выполняет защитную функцию), а сделать ее более прочной. В этом отношении анодирование похоже на такой метод, как воронение окислением. Содержание:
Технология анодного оксидирования используется для укрепления не только алюминия и его сплавов, но и других металлов. К примеру, оксидные покрытия используются для защиты титана и магния. Помимо укрепления поверхностного слоя, анодирование преследует следующие цели:
Технология анодированияПроцесс анодирования можно разделить на три части:
Подготовительный процессНа этом этапе алюминиевый профиль подвергается механической и электрохимической обработке. Под механической обработкой понимается очистка металла, его шлифование и обезжиривание. Далее изделие кладут сначала в щелочной раствор для травления, а затем перекладывают в кислотный для осветления. Завершается подготовка промывкой поверхности. Причем промывка осуществляется несколько раз, чтобы полностью удалить кислотные вещества с металла.  Химическая обработкаХимическое оксидирование алюминия представляет собой обработку металла в электролите. В качестве электролитов используются растворы различных кислот (серной, хромовой, щавелевой, сульфосалициловой). Порой в растворы добавляют соль или органическую кислоту. Наиболее распространенный электролит – серная кислота. И все же этот электролит не применяется для обработки изделий сложной формы, на которых имеются небольшие отверстия или зазоры. В таких случаях предпочтительна хромовая кислота. А вот щавелевая кислота позволяет значительно улучшить разноцветные изоляционные покрытия. 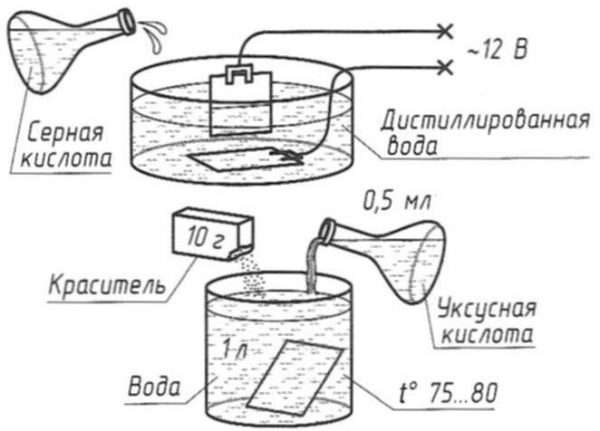 Химическое оксидирование алюминия Химическое оксидирование алюминия Качество процесса зависит от нескольких составляющих, в числе которых концентрация, температурный режим и плотность тока. Высокие температуры способствуют ускорению анодирования. Причем пленка образуется мягкая и высокопористая. Если необходимо твердое покрытие, применяется более низкая температура. Химическое оксидирование алюминия может осуществляться при температурах от нуля, до плюс 50 градусов по Цельсию. Плотность тока может варьироваться от 1 до 3 Ампер на квадратный дециметр. Показатель электролитной концентрации может находиться в пределах 10-20%. ЗакреплениеПосле оксидирования металл выглядит, как пористая поверхность (даже при использовании холодного режима). Чтобы поверхность была достаточно прочной, эти поры нужно перекрыть. Делается это одним из трех способов: 
Обратите внимание! Если изделие будет окрашиваться, процесс закрепления не нужен, поскольку лакокрасочный материал естественным образом заполнит имеющиеся поры. Существует три разновидности оборудования для оксидирования алюминия:
Другие способы анодированияПомимо классического способа, описанного выше, также может применяться твердое, микродуговое и цветное анодирование. Вкратце об этих способах обработки металла будет рассказано ниже. Задача твердого анодирования – получить особо прочную микропленку. Методика нашла широкое распространение в авиастроении, автомобилестроении и строительстве. Особенность технологии состоит в том, что задействуются не один, а сразу несколько электролитов. К примеру, в рамках одного процесса могут применяться щавелевая, серная, лимонная, винная и борная кислоты. В ходе анодирования плотность тока постепенно увеличивается, и благодаря структурным изменениям в ячейках пленка приобретает повышенную прочность. 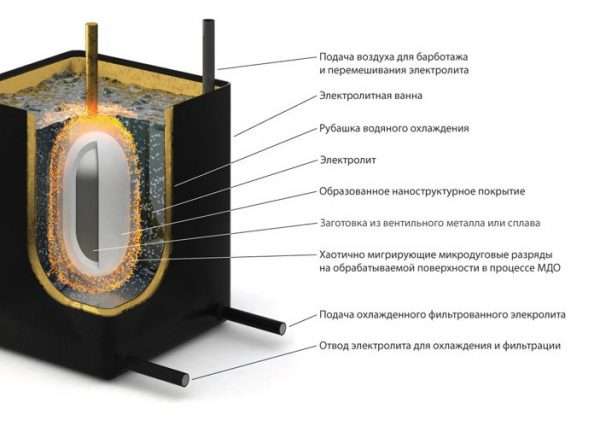 Схема микродугового оксидирования Схема микродугового оксидирования Микродуговое оксидирование – это электрохимический процесс, в котором поверхность алюминия окисляется, и в это же время между анодом и электролитом происходят электрозарядные явления. Методика позволяет получать особенно качественные покрытия с высоким уровнем износостойкости и адгезии. Еще один способ анодирования – цветное. Как видно из названия, основная задача процесса – изменить цвет детали. Существует четыре способа цветного анодирования:
Анодирование в домашних условияхСамостоятельное анодирование практически всегда осуществляется по холодной методике. Такой же технологии придерживается и большинство компаний, предоставляющих подобные услуги. Холодной методика называется из-за того, что в процессе создания пленки нет нужды в высоких температурах: рабочий диапазон температур колеблется между -10 и +10 градусов по Цельсию. Достоинства холодного анодирования:  Единственный недостаток методики состоит в сложности дальнейшей окраски металла материалами, основанными на органике. Однако металл, вне зависимости от его характеристик, в любом случае получает окраску естественным образом. Цвет может различаться от оливкового, до черного или сероватого. Для проведения работ понадобится следующее:
Приготовление раствораКак уже говорилось выше, основной электролит для анодирования – серная кислота. Однако вне пределов производственного помещения использование такого электролита опасно. Поэтому в домашних условиях обычно используют соду.  Приготовление раствора: АнодированиеПрежде всего, нужно подготовить деталь. Задача подготовительного процесса — очистить, отшлифовать и обезжирить поверхность перед анодированием. Если на изделии не убрать видимые дефекты, полученная пленка не сможет их скрыть, так как ее толщина не превышает 1/20 миллиметра. Прямо перед анодированием смешиваем оба раствора в одной посуде.  Емкость для анодирования должна быть достаточно объемной, чтобы в нее можно было полностью погрузить деталь. Кроме того, деталь должна быть зафиксирована так, чтобы не касаться дна посуды. Для этого можно использовать стойку или любой другой вариант – на личное усмотрение. Также нужно вдумчиво подойти к вопросу крепления детали, так как после анодирования в местах фиксации останутся следы. Ток подается, по крайней мере, 30 минут. На необходимость завершать анодирование указывает изменение цвета детали. Когда деталь готова, напряжение отключаем, а металл извлекаем из ванночки. После изъятия тщательно промываем заготовку. Чтобы результат был качественным, на 15 минут кладем металла в марганцевый раствор. Затем вновь промываем деталь сначала в теплой, а затем в холодной воде. Далее высушиваем металл. Если технология не нарушена, изделие приобретет светло-серую тональность. На качественно проделанную работу указывают равномерный цвет поверхности, отсутствие потеков и пятен.  Завершающая стадия анодирования – закрепление пленки. Необходимо закрыть микроскопические поры, имеющиеся в пленочном покрытии. Для этого кладем металл в емкость с дистиллированной водой и кипятим в течение получаса. По желанию можно также покрасить или отлакировать металлическую поверхность. Лакокрасочный слой наносится методом погружения.
Итак, анодирование алюминия может осуществляться разными способами. Однако лишь холодная обработка металла содовым и соляным растворами доступны в домашних условиях. Также стоит заметить, что при соблюдении технологических требований вне зависимости от вида раствора отсутствует существенная разница в качестве полученных поверхностей.
|
Загрузка. Пожалуйста, подождите...








