Сварные швы отвечают за целостность металлической конструкции. В частности, соединение должно быть достаточно прочным, устойчивым к ржавлению, влажности. Обработка сварных швов призвана обеспечить выполнение этих задач.
Содержание:
Методы обработки
Термическая обработка
Оборудование для термообработки
Способы термообработки
Механическая обработка
Химическая обработка
Методы обработки
Существует три методики, с помощью которых защищаются сварные соединения:
Термическая обработка. Благодаря этому способу можно убрать остаточные напряжения в материале, возникающие вследствие сварочных работ. Термообработка проводится по одной из двух технологий: местной, когда прогревается или охлаждается только само соединение, или общей — температурной обработке подлежит вся деталь.
Механическая обработка. В данном случае задача состоит в удалении остатков шлака и проверке надежности соединения. Типичный пример механической обработки — простукивание шва молотком или выполнение его зачистки. Если шлак не удалить, возможно развитие коррозии.
Химическая обработка. Нанесение защитных покрытий на соединение — один из способов борьбы с коррозийными процессами. Наиболее доступный вариант химической защиты — обработка шва грунтовочным лакокрасочным материалом.
Ниже остановимся на технологиях защиты сварных швов более подробно.
Термическая обработка
Помимо уменьшения остаточных напряжений металла, термообработка позволяет добиться следующих целей:
сделать структуру шва и околошовных зон более приспособленной к воздействию внешних факторов;
оптимизировать физические и эксплуатационные свойства материала, в частности, повысить стойкость к ржавлению, жаропрочность и т.д.
Термическая обработка сварных соединений предполагает нагрев на определенное время сварного соединения или всего металла до заданной температуры. Далее происходит искусственное охлаждение, которое также производится по определенному сценарию.
Оборудование для термообработки
Для термической обработки стыков может использоваться четыре вида технологического оборудования:
Индукционные устройства. Индукционный нагрев часто применяется во время прокладки трубопроводов. Суть этого метода состоит в использовании медных индукторов, включающих в себя многожильный медный кабель с воздушным охлаждением. Во время монтажа индуктора на трубопровод нужно принимать во внимание расстояние между трубой и индуктором. Общее правило: чем больше зазор между объектами, тем хуже используется мощность оборудования.
Гибкие нагреватели сопротивления. Данный способ считается одним из самых удобных и доступных способов обработки сварных швов.
Муфельные печи. При работе с этим видом оборудования нужно особое внимание уделять равномерности нагрева соединения, что достигается нецентрированной установкой детали в печь.
Нагрев с помощью газопламенного оборудования. При газопламенном нагреве применяются сварочные и особые многопламенные газовые горелки. Газовые нагреватели выделяют тепловую энергию, возникающую в результате сгорания смеси горючего газа с кислородом.
Оборудование для нагрева подбирается исходя из монтажных условий, доступности того или иного вида устройств и прочих обстоятельств. Нагревательное оборудование должно отвечать определенным требованиям: четко стыковаться со сварными швами, иметь не слишком большую массу и обеспечивать равномерный нагрев соединения как в ширину, так и в длину.
Чтобы сократить теплопотери, при термообработке сварных соединений используются всевозможные теплоизоляторы.
Теплоизоляция должна быть теплоустойчивой при небольшой теплопроводности, прочной, но в то же время гибкой, устойчивой к износу и безопасной в эксплуатации.
Способы термообработки
Известно несколько методов термической обработки сварных соединений:
Предварительный нагрев. Используется как до проведения сварочных работ, так и в момент сваривания деталей. Данная разновидность термической обработки применяется при сварке конструкций из низкоуглеродистой стали. Металл прогревается до 150-200 градусов по Цельсию.
Высокий отпуск. Методика состоит в нагреве материала до 650-750 градусов по Цельсию (конкретный показатель температуры зависит от сорта стали). Температура поддерживается в течение 5 часов. Технология позволяет уменьшить напряжения на 80%, а также повысить устойчивость материала к механическим воздействиям и увеличить его эластичность.
Нормализация. Применяется по отношению к углеродистым и низколегированным маркам стали. Подобная термическая обработка соединения осуществляется при температурах от 950 градусов по Цельсию. По окончании нагрева производится выдержка и охлаждение в условиях окружающей среды. Нормализация дает возможность уменьшить зернистость металла, сократить напряжение, а также увеличивает прочность шва.
Аустенизация. Представляет собой закалку сварного соединения путем его нагрева до температуры 1070 градусов и выше. Деталь греется в течение 60 минут, а затем производится быстрое искусственное охлаждение. Методика широко распространена для закалки аустенитных сталей. Результат аустенизации — возросшая эластичность сварного соединения.
Стабилизация. От аустенизации стабилизирующий отжиг отличается более низкой температурой и менее продолжительным периодом выдержки металла.
Термический отдых. Технология заключается в нагреве сварного шва до 250-300 градусов по Цельсию. Затем осуществляется выдержка металла в разогретом состоянии. В результате процедуры в сварном соединении снижается уровень диффузного водорода, и уменьшаются внутренние напряжения.
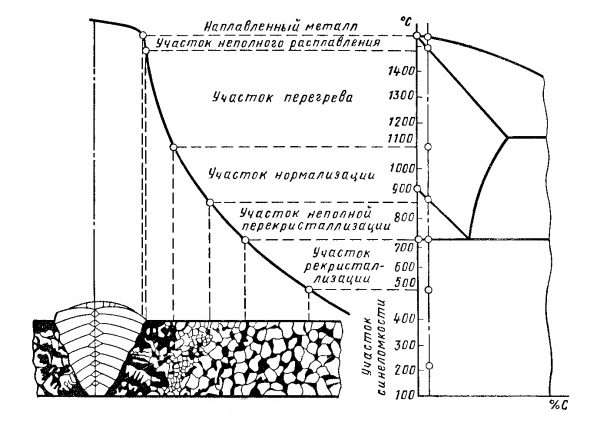
Строение сварного шва при термической обработке
Выбор способа, которым будет осуществляться термическая обработка сварных соединений, зависит от физико-химических характеристик стали (определяется ее маркой). Особое значение имеет выполнение технологических требований, в противном случае происходит ухудшение качества сварного соединения.
Ключевые параметры, которые нужно учитывать при проведении местной термообработки:
ширина нагреваемого участка;
равномерность нагревания по толщине стенки и ширине нагреваемого участка;
период выдержки;
интенсивность охлаждения.
Механическая обработка
Механическое устранение недостатков сварочных работ осуществляется при помощи проволочной щетки. Можно значительно упростить задачу и сделать зачистку качественнее, если использовать портативное шлифовальное устройство или болгарку с лепестковой насадкой. Вместо насадки также можно применить абразивный круг.
Механическая очистка позволяет убрать следующие дефекты сварного соединения:
окалины;
заусенцы;
окислы;
последствия побежалостей.
Несмотря на простоту и дешевизну технологии, существует ряд нюансов, касающихся выбора насадки, знание которых позволит выполнить работу качественнее:
Прежде всего, нужно выбрать шлифовальный круг из подходящего материала. Лучше всего для механической очистки подойдет круг из цирконата алюминия. Преимущество этого материала в том, что он, во-первых, провоцирует коррозийные процессы, а во-вторых, цирконат алюминия прочнее оксида алюминия, из которого также изготавливаются некоторые виды насадок.
Лепестки шлифовального круга должны быть на тканевой составляющей. Ткань надежнее и устойчивее к большим нагрузкам в сравнении с бумагой, которая иногда применяется на лепестках в качестве основы. Однако стоят такие насадки намного больше аналогов на бумажной основе. Более высокая стоимость тканевых насадок вполне оправдана и окупится при такой агрессивной по отношению к материалу работе, как шлифование швов.
Размер абразивного зерна зависит от типа выполняемой работы. Очень часто в ходе очистки соединений могут понадобиться насадки с разным размером зерна. Поэтому рекомендуется приобретать сразу несколько видов насадок.
Если нужно качественно зачистить шов, то разные размеры зерен просто необходимы, так как шлифовка осуществляется с постепенной сменой насадок на зерна меньшего размера. К примеру, крупные окалины убираются крупнозернистыми насадками, а вот тонкая шлифовка производится мелкозернистыми насадками. Финишная проходка осуществляется наиболее мелким зерном. Насадки следует менять последовательно — допускается пропуск не более одного размера. Однако если речь идет о создании зеркального блеска сварного соединения, нельзя пропускать ни одного размера.
Для обработки швов, расположенных в труднодоступных местах (полостях, кромках, отверстиях), используются особые устройства — борфрезы, устанавливаемые в шлифовальную машину. Существуют борфрезы самых разнообразных размеров и форм, поэтому подобрать нужную конфигурацию несложно.
Химическая обработка
Лучшие результаты при обработке сварных соединений достигаются при сочетании механических и химических средств. Применяется два метода работы со швами: травление и пассивация.
Травление выполняется до механической шлифовки. Для проведения этой операции используются химические составы, обеспечивающие однородное покрытие, препятствующее коррозийным процессам. Кроме того, травление позволяет ликвидировать места, тронутые побежалостью. Дело в том, что в таких местах наблюдается скопление окислов никеля и хрома, в результате чего сталь подвергается ржавлению.
На незначительных по площади участках сварных соединений рекомендуется производить травление непосредственным нанесением состава на обрабатываемую поверхность. Если деталь достаточно большая или имеет сложную конфигурацию, ее следует помещать в емкость с раствором для травления. Время нахождения металла в травильном расходе рассчитывается в каждой ситуации индивидуально.
Когда травление закончено, наступает черед пассивации. Процесс представляет собой нанесение на металл особого состава, в результате чего образуется пленка. Данное защитное покрытие препятствует возникновению коррозии. С химической точки зрения, пассивацию можно объяснить следующим образом: оксиданты, взаимодействуя со сталью, удаляют с поверхности свободный металл, при этом активируя возникновение защитной пленки.
Завершается химическая обработка очисткой сварных соединений от реагентов. Смываемая вода содержит множество токсичных веществ, тяжелых металлов и кислот. Кислоты нейтрализуются при помощи щелочей, а затем оставшаяся жидкость фильтруется. Утилизировать отработку нужно только в специально отведенных для этого местах в соответствии с законодательством об охране окружающей среды.




 Строение сварного шва при термической обработке
Строение сварного шва при термической обработке 








